
Etiketten gibt es in zahlreichen Formen und Ausführungen: Es gibt rechteckige Labels, runde Markierungspunkte und noch viele weitere Etikettenformen, die wichtige Informationen vermitteln müssen oder einfach nur zur Zierde dienen.
Doch wie erhalten all diese Etiketten eigentlich Ihre Form? Wie werden aus den riesigen Rohmaterial-Rollen die Etiketten und Aufkleber, die wir alltäglich verwenden? Wir haben uns den dahinterstehenden technischen Ablauf einmal genauer angesehen und geben Ihnen einige Einblicke in die Prozesse einer Etikettenstanzerei.
Was bedeutet Stanzen?

Das Wort „stanzen“ beschreibt allgemein einen Prozess, bei dem etwas unter Druck herausgelöst oder herausgeschnitten wird. Im Etiketten- und Kennzeichnungsbereich ist damit also das „Herausschneiden“ einzelner Etiketten aus dem Rohmaterial gemeint. Was dabei im ersten Moment relativ simpel klingt, ist ein komplizierter und wichtiger Prozess der Etikettenherstellung, dessen Erfolg von verschiedenen Faktoren abhängt.
So macht es beispielsweise bereits einen großen Unterschied, ob Sie ein Material anstanzen oder durchstanzen möchten. Beim Anstanzen werden nur die oberen Schichten des zu stanzenden Materials getrennt, während das Durchstanzen das Material komplett durchschneidet.
Für die Herstellung von Etiketten werden meist nur die oberen Schichten, also das Obermaterial und der darunterliegende Klebstoff, getrennt – es wird also nur angestanzt, damit Trägermaterial und Silikonschicht intakt bleiben. Durchstanzen wird im Etiketten-Bereich nur bei bestimmten Anforderungen an die Etiketten verwendet. Beispielsweise wenn das Trägerpapier perforiert sein soll, um die Etiketten besser weiterverarbeiten zu können.
Wie sieht eine Stanzmaschine aus?
Es gibt zwei gängige Stanzmaschinen-Typen, die für das Stanzen von Etiketten verwendet werden: Flachbettstanzen und rotative Stanzen.
Rotative Stanzen
Rotative Stanzen führen das Stanzwerkzeug auf einem rotierenden Zylinder und drücken die Kanten des Werkzeuges während der kreisförmigen Bewegung in das Etikettenmaterial. Das Stanzwerkzeug wird dabei durch Magnetkräfte am Zylinder gehalten, weshalb der betroffene Zylinder auch Magnetzylinder genannt wird. Das Gegenstück zum Magnetzylinder ist der Gegendruckzylinder: Er transportiert das Etikettenmaterial in der passenden Geschwindigkeit am Magnetzylinder vorbei und erzeugt dabei den nötigen Druck, der für den Stanzvorgang benötigt wird.

Abgetrenntes Etikettenmaterial, das nicht verwendet wird (Auch Abfallgitter oder Gitterabzug genannt), wird nach dem Stanzvorgang meist direkt entfernt. Viele Etikettenstanzen trennen das Abfallgitter automatisch von den fertigen Etiketten und rollen beides sauber auf.
Die rotative Stanzmethode wird meist aufgrund ihrer hohen Produktionsgeschwindigkeiten eingesetzt und ist das meistgenutzte Etikettenherstellungsverfahren.
Flachbettstanzen
Flachbett- oder Hubstanzen arbeiten ohne den oben beschriebenen Rotationsvorgang und drücken ein flaches Stanzwerkzeug von oben herab auf das Material, um so einzelne Etiketten aus dem Rohmaterial herauszulösen. Hubstanzen haben den Vorteil, dass Stanzplatten bereits günstig erhältlich sind, außerdem eignet sich das Verfahren für oft wechselnde Chargen, da das Werkzeug leicht ausgetauscht werden kann. Im Etikettenbereich wird diese Stanztechnik allerdings seltener eingesetzt als das rotative Verfahren.
Wie sieht ein Stanzwerkzeug aus?

Stanzwerkzeuge für rotative Stanzen sind meist sehr dünne und biegbare Metallplatten, auf deren Oberfläche die gewünschte Stanzform als Erhebung liegt. Die dünne Platte wird um den Magnetzylinder einer Stanze gewickelt und dort durch die wirkenden Magnetkräfte fixiert. Daneben gibt es noch feste Stanzzylinder, die allerdings aufgrund der hohen Herstellungskosten seltener genutzt werden und auch nicht mit jeder Stanzmaschine kompatibel sind.
Je nach gewünschter Etikettenform kann die Stanzform unterschiedliche Formen haben: Innerhalb der industriellen Kennzeichnung sind Etiketten mit spitzen oder abgerundeten Ecken die Norm. Daneben gibt es aber auch runde Etiketten, sowie zahlreiche Sonderformen und dekorative Motive, die mit einem Stanzwerkzeug ausgestanzt werden.
Etikettenhersteller haben meist eine große Auswahl an Etikettenformen zu bieten, wobei sie für jede einzelne Form ein eigenes Werkzeug benötigen. Bestellen Sie als Kunde eine Sonderform für einen speziellen Zweck oder ein Format, das der Hersteller noch nicht auf Lager hat, muss ein neues Werkzeug bestellt werden. Dies ist der Grund, warum Preise für die Sonderanfertigung von Etiketten so stark variieren können: Wenn das Stanzwerkzeug noch nicht vorhanden ist, muss dieses erst angeschafft werden – was die Kosten für Ihren Auftrag steigert.
Wie funktioniert der Stanzvorgang mit einer rotativen Stanze?

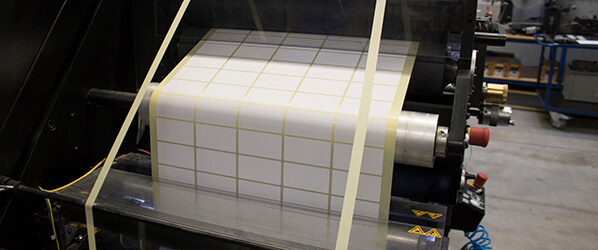
Der Stanzvorgang beginnt mit der Rohmaterial-Rolle, aus der die finalen Etiketten entstehen sollen. Die Rohmaterialrolle wird auf die Maschine gespannt und so eingefädelt, sodass es im späteren Verlauf am Magnetzylinder vorbeigezogen werden kann. Dann beginnt der Stanzprozess auch schon:
Das Rohmaterial wird durch den Gegendruckzylinder am Magnetzylinder vorbeigezogen und mit den Schneidekanten des rotierenden Werkzeuges angestanzt. Danach werden die fertig gestanzten Etiketten vom Abfallgitter getrennt und beides mit einem Zylinder aufgerollt: Die Etiketten direkt auf dem passenden Rollenkern und das Abfallgitter, damit es später leichter entsorgt werden kann.
Dieser Vorgang dauert so lange, bis die gewünschte Etikettenanzahl gestanzt wurde. Danach werden die fertigen Etiketten von der Rohmaterial-Rolle getrennt und können weiterverarbeitet werden.
Was muss beim Stanzvorgang beachtet werden?
Es gibt mehrere Faktoren, die darüber entscheiden ob das Ergebnis eines Stanzvorgangs wirklich wie gewünscht ausfällt. So sind für einen erfolgreichen Stanzprozess das Etikettenmaterial, das verwendete Stanzwerkzeug, das Spaltmaß, sowie der verwendeten Magnet- und Gegendruckzylinder ausschlaggebend.
Etikettenmaterial
Jedes Etikettenmaterial hat eigene Eigenschaften, auf die der Stanzprozess genau ausgerichtet werden muss. So haben verschiedene Materialien immer auch verschiedene Materialstärken, auf die eine Stanzmaschine eingestellt wird, bevor der Stanzprozess beginnen kann.

Dazu ist auch die Beschaffenheit des Rohmaterials von großer Bedeutung. Zähe Folienmaterial werden beispielsweise in einem sehr steilen Winkel gestanzt, damit das Material keine Chance hat, sich zu dehnen, bevor es sich löst. Bei Papieretiketten ist dies nicht nötig, da das Material sich sehr leicht durchtrennen lässt – allerdings ist hier der Verschleiß des Stanzwerkzeuges größer als beim Stanzen glatter Folienmaterialien.
Stanzwerkzeug
Auch die Auswahl des Stanzwerkzeuges ist wichtig für den Erfolg des Stanzprozesses. Qualität, Veredelung, die Beschaffenheit der Schneidekanten, sowie der Zustand des Werkzeuges entscheiden darüber, ob Etiketten wie gewünscht gestanzt werden oder ob es Störungen innerhalb des Stanzprozesses gibt.
Werden die Schneidekanten eines Werkzeugs beispielsweise zu stumpf, kann es sein, dass Etiketten nicht richtig durchgestanzt werden und sich am Ende nicht vom zugehörigen Abfallgitter trennen lassen. Eine regelmäßige Reinigung und Pflege der Stanzwerkzeuge zögert ein Abstumpfen zwar heraus – irgendwann sind die Klingen aber nicht mehr brauchbar. Das Werkzeug muss also geschärft oder direkt erneuert werden.
Spaltmaß
Das Spaltmaß gibt an, wie groß der Abstand zwischen Stanzwerkzeug und verwendetem Gegendruckzylinder ist. Das richtige Spaltmaß hängt von der Länge der Schneidekanten des verwendeten Werkzeugs sowie von der Stärke des Rohmaterials ab und muss bis auf den Mikrometer genau berechnet oder ausgemessen und dann eingestellt werden.
Ist das Spaltmaß zu klein für die gewählte Material-Werkzeug-Kombination, werden vielleicht Silikonschicht und Trägermaterial durchgestanzt, obwohl das nicht gewünscht ist. Ist das Spaltmaß dagegen zu groß, werden Obermaterial und Klebstoff nicht wie gewünscht durchgestanzt und lassen sich nicht sauber vom Gitterabzug lösen.
Magnet- und Gegendruckzylinder

Magnet- und Gegendruckzylinder sind das Herzstück einer rotativen Stanze und Mittelpunkt des rotativen Stanzprozesses.
Der Magnetzylinder fixiert das Stanzwerkzeug auf der Maschine, während der Gegendruckzylinder den nötigen Druck erzeugt und das Rohmaterial transportiert. Beide Zylinder müssen sich synchron bewegen, damit Etiketten gleichmäßig herausgetrennt werden.
Wichtig ist, dass beide Zylinder aus passendem Material bestehen und eine aufeinander abgestimmte Größe besitzen. Ist ein Zylinder zu klein oder aus einem Material, das dem Druck des anderen nicht standhalten kann, kann er verbogen oder beschädigt werden. Die Kombination der beiden Zylinder muss also passen, um einen störungsfreien Stanzvorgang zu ermöglichen.
Außerdem sollten beide Zylinder regelmäßig gereinigt werden, da Klebstoffrückstände und Chemikalien die Qualität des Stanzergebnisses negativ beeinflussen können.
Bildnachweis: ©labelfox.com